Latest Updates products and Insights
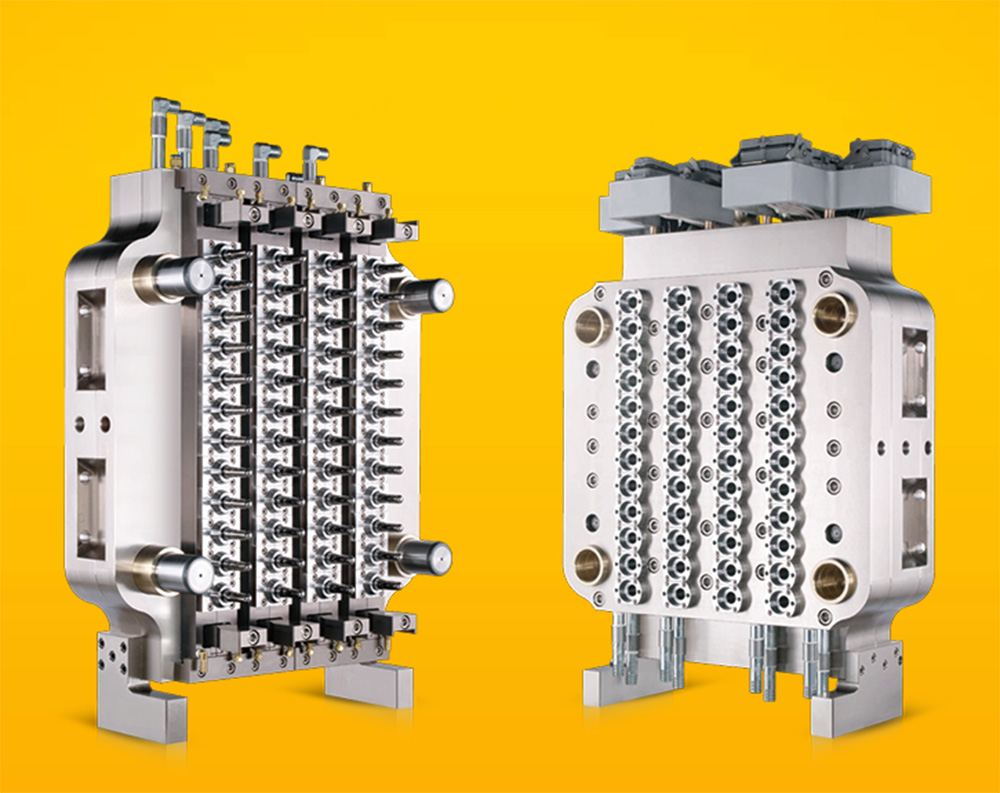
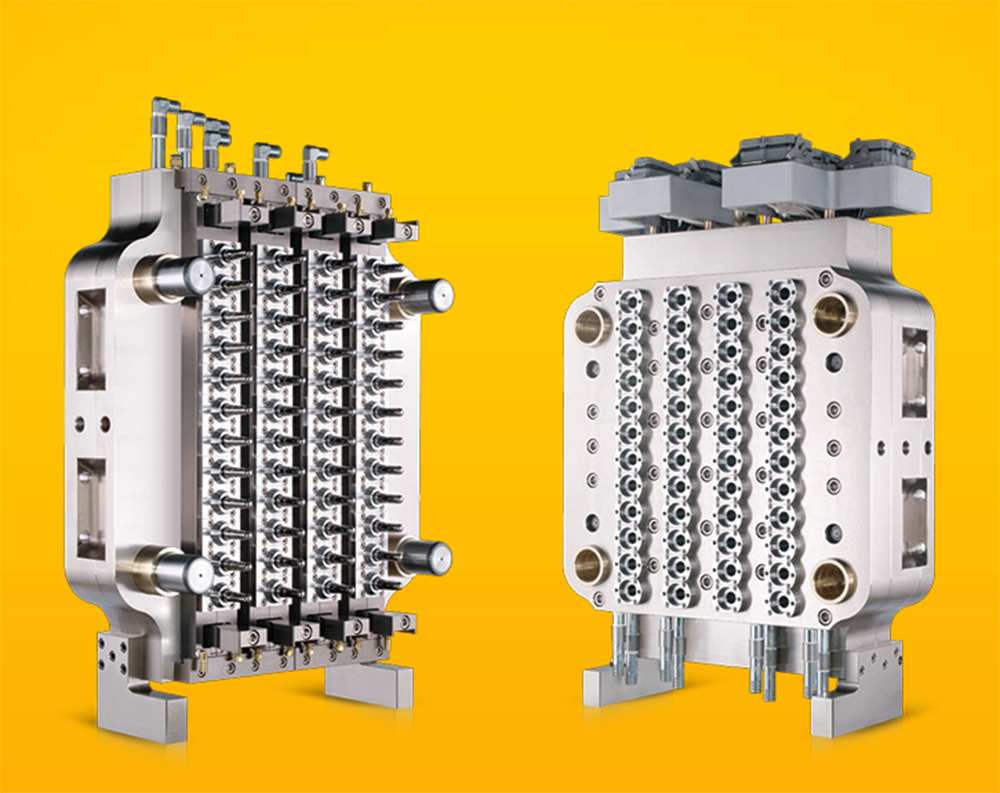
Cavity Balance Technology, Gutewei Uniform Preform Weight, Low Variation Multi Cavity Mold
In multi-cavity PET preform injection molding, cavity-to-cavity consistency is the single most important quality metric. A mold where cavity #1 produces a 16.0g preform and cavity #48 produces a 16.5g preform is not a production tool — it is a quality control problem. Weight variation leads to uneven wall thickness, inconsistent blow molding behavior, and higher reject rates downstream. That is why Gutewei invests in cavity balance technology — delivering uniform preform weight and low variation multi cavity molds that produce identical preforms from every cavity, every cycle.
What Is Cavity Balance and Why Does It Matter?
Cavity balance refers to the ability of a multi-cavity mold to produce identical preforms from every cavity. In a perfectly balanced mold:
| Parameter | Balanced Mold | Unbalanced Mold |
|---|---|---|
| Preform weight variation | ≤ 0.3% | 1–3% or higher |
| Wall thickness variation | ≤ 0.05mm | 0.15–0.30mm |
| Neck finish concentricity | ±0.02mm | ±0.08mm or worse |
| Blow molding reject rate | < 0.5% | 2–5% |
| Material waste per million preforms | 0.5–1.0 tons | 3–8 tons |
Without cavity balance technology, your most inconsistent cavity sets the quality floor — and your reject rate determines your profitability.
What Causes Cavity Imbalance?
| Cause | Effect | Gutewei Solution |
|---|---|---|
| Uneven melt flow distribution | Some cavities fill faster/slower, different packing density | CFD-optimized runner layout, symmetrical flow paths |
| Temperature variation across hot runner | Different melt viscosity per cavity | Individual nozzle temperature control, ±1°C accuracy |
| Uneven cooling | Differential shrinkage, variable dimensions | Conformal cooling with balanced circuits, ≤2°C variation |
| Mechanical misalignment | Off-center cores, uneven wall thickness | CMM-verified assembly, precision dowel pin alignment |
| Pressure drop differences | Variable packing density cavity to cavity | Symmetrical manifold design, equal flow resistance |
Gutewei addresses each of these causes through advanced cavity balance technology.
Gutewei Cavity Balance Technology: Technical Implementation
1. Flow Simulation and Runner Balancing
Every Gutewei multi-cavity preform mold begins with computational fluid dynamics (CFD) flow simulation. We model and optimize:
| Simulation Parameter | Gutewei Target |
|---|---|
| Melt flow front progression | Uniform across all cavities |
| Pressure drop from sprue to each gate | Variation ≤ 2% |
| Shear rate and temperature profiles | Consistent cavity to cavity |
| Filling time variation | ≤ 0.05 seconds across all cavities |
| Packing density | Equal from first to last cavity |
2. Precision Machined Hot Runner Manifold
The manifold is the distribution hub. Gutewei manifolds feature:
| Feature | Specification |
|---|---|
| Channel surface finish | RA ≤ 0.4μm for smooth flow |
| Channel symmetry | Mirror-image flow paths, equal length |
| Nozzle drop positioning | ±0.01mm positional accuracy |
| Material | Heat-treated stainless steel, thermal stability |
| Dead zones | None — complete flow through design |
3. Individual Nozzle Temperature Control
Each hot runner nozzle has its own thermocouple and heater band. Gutewei systems maintain:
| Parameter | Gutewei Standard |
|---|---|
| Setpoint accuracy | ±1°C |
| Nozzle-to-nozzle temperature variation | ≤ 1.5°C |
| Response time to correct drift | < 2 seconds |
| Independent profiling | Each nozzle can have different temperature if needed |
4. Balanced Cooling Circuits
Uneven cooling creates differential shrinkage, which changes preform dimensions cavity by cavity. Gutewei cooling features:
| Feature | Gutewei Implementation |
|---|---|
| Circuit design | Independent circuits for core and cavity plates |
| Flow balance | CFD-optimized channel diameters and lengths |
| Cavity-to-cavity temperature variation | ≤ 2°C (verified by thermal imaging) |
| Cooling time consistency | All cavities reach ejection temperature simultaneously |
| Water flow rate | Each circuit within 5% of design specification |
5. Precision Mechanical Alignment
Mechanical imbalance causes off-center preforms and uneven wall thickness:
| Component | Gutewei Standard |
|---|---|
| Core-cavity concentricity | ±0.01mm |
| Neck ring alignment | ±0.01mm |
| Parting surface flatness | 0.02mm over full mold surface |
| Guide post positioning | Dowel pinned, ±0.005mm |
| Ejector plate guidance | Centrally guided, no side play |
Uniform Preform Weight: Performance Specifications
| Cavity Count | Gutewei Weight Variation Target | Industry Average |
|---|---|---|
| 32 cavities | ≤ 0.25% | 0.6–1.0% |
| 48 cavities | ≤ 0.30% | 0.8–1.2% |
| 72 cavities | ≤ 0.30% | 1.0–1.5% |
| 96 cavities | ≤ 0.35% | 1.2–1.8% |
| 144 cavities | ≤ 0.40% | 1.5–2.0% |
What This Means in Real Terms (16g Preform Example)
| Cavity Count | Gutewei Variation (±grams) | Industry Average (±grams) |
|---|---|---|
| 48 cavities | ±0.048g | ±0.13–0.19g |
| 72 cavities | ±0.048g | ±0.16–0.24g |
| 96 cavities | ±0.056g | ±0.19–0.29g |
A difference of 0.1g per preform across 96 cavities represents over 8kg of material variation per hour of production.
Low Variation Multi Cavity Mold: Wall Thickness Uniformity
| Preform Section | Gutewei Variation | Industry Typical | Benefit |
|---|---|---|---|
| Neck finish (critical sealing area) | ±0.02mm | ±0.05–0.08mm | Consistent capping, no leakage |
| Upper body | ±0.03mm | ±0.08–0.12mm | Even stretch during blow |
| Mid body | ±0.03mm | ±0.08–0.12mm | Uniform bottle wall |
| Lower body | ±0.04mm | ±0.10–0.15mm | No weak spots |
| Base (gate area) | ±0.04mm | ±0.10–0.15mm | Stronger bottle base |
Testing and Validation: Every Mold Certified
Before any Gutewei mold ships, it undergoes rigorous cavity balance testing:
Pre-Delivery Balance Test Protocol
| Test | Method | Acceptance Standard |
|---|---|---|
| Short-shot analysis | Inject partial shot, visualize fill progression | All cavities fill within 0.05 seconds |
| Cavity weight test | Run 100 consecutive shots, weigh all preforms | Max variation ≤ 0.3% (≤0.35% for 96+) |
| Standard deviation calculation | Statistical analysis of weight data | σ ≤ 0.015g for 16g preform |
| Wall thickness measurement | Ultrasonic or contact measurement at 5 positions | Variation ≤ 0.05mm |
| CMM neck inspection | Measure roundness, diameter, concentricity | ±0.02mm of drawing |
| Thermal imaging | Infrared camera of mold plate surfaces | Cavity-to-cavity ≤ 2°C |
What You Receive
Every Gutewei low variation multi cavity mold ships with:
Cavity balance certificate — weight of each cavity, mean, max/min, standard deviation
Short-shot photo documentation — fill progression images
Thermal image report — temperature uniformity verification
Wall thickness data — measurements from all cavities
CMM neck finish report — dimensional verification
Why Global Preform Manufacturers Choose Gutewei
| Buyer Requirement | Gutewei Solution |
|---|---|
| All cavities produce same preform weight | Cavity balance technology, ≤ 0.3% variation |
| Predictable blow molding performance | Consistent preform geometry across all cavities |
| Low material waste | Tight weight control, reduced rejects |
| Meet customer weight specifications | Every preform within tolerance |
| High cavity count without quality loss | Advanced balance technology for 96–144 cavities |
| Export documentation | Complete balance certificate for customer approval |
Real-World Performance: Before and After
| Parameter | Generic 72-Cavity Mold | Gutewei 72-Cavity Balanced Mold |
|---|---|---|
| Preform weight (target 16.0g) | ||
| Cavity #1 | 15.92g | 16.01g |
| Cavity #36 | 16.08g | 15.99g |
| Cavity #72 | 16.15g | 16.02g |
| Range (max-min) | 0.23g (1.44%) | 0.03g (0.19%) |
| Standard deviation | 0.058g | 0.009g |
| Blow molding reject rate | 2.1% | 0.5% |
| Material waste (annual, 200M preforms) | 6.7 tons | 0.8 tons |
| Annual material cost savings | — | 12,000 |
Applications Best Suited for Gutewei Balanced Cavity Molds
| Application | Why Balance Matters | Expected Weight Variation |
|---|---|---|
| High volume water bottling | Millions of preforms, small savings add up | ≤ 0.30% |
| Carbonated soft drinks | CSD requires precise neck and wall uniformity | ≤ 0.25% |
| Edible oil bottles | Thick wall, heavy preform, material cost high | ≤ 0.25% |
| Hot fill beverages | Heat set necks require consistency | ≤ 0.30% |
| Premium/cosmetic bottles | Visual perfection, weight consistency critical | ≤ 0.20% |
| Export preform production | Customer specifications often demand balance certification | ≤ 0.30% |
| Pharmaceutical/medical | Regulatory requirements, zero variation | ≤ 0.20% |
Maintaining Cavity Balance Over Time
To preserve uniform preform weight from your Gutewei mold:
| Action | Frequency | Why |
|---|---|---|
| Monitor cavity weights monthly | Monthly | Detect drift early |
| Clean hot runner nozzles | 5–8 million cycles | Prevent flow restriction |
| Check thermocouple function | Monthly | Ensure temperature accuracy |
| Verify cooling water flow | Weekly | Maintain thermal balance |
| Inspect valve pins (if equipped) | 5 million cycles | Prevent gate variation |
| Recalibrate ejector timing | Annually | Ensure consistent ejection |
Ready for Uniform Preform Weight Across All Cavities?
If your current multi-cavity preform mold produces preforms that vary from cavity to cavity — causing downstream rejects and material waste — it is time to upgrade to cavity balance technology from Gutewei. Our low variation multi cavity molds deliver uniform preform weight that protects your blow molding line and your bottom line.
Contact Gutewei today with your preform specifications — target weight, cavity count, and injection machine model. We will design a balanced cavity mold that produces identical preforms, cavity after cavity, with verified balance certification.