Latest Updates products and Insights
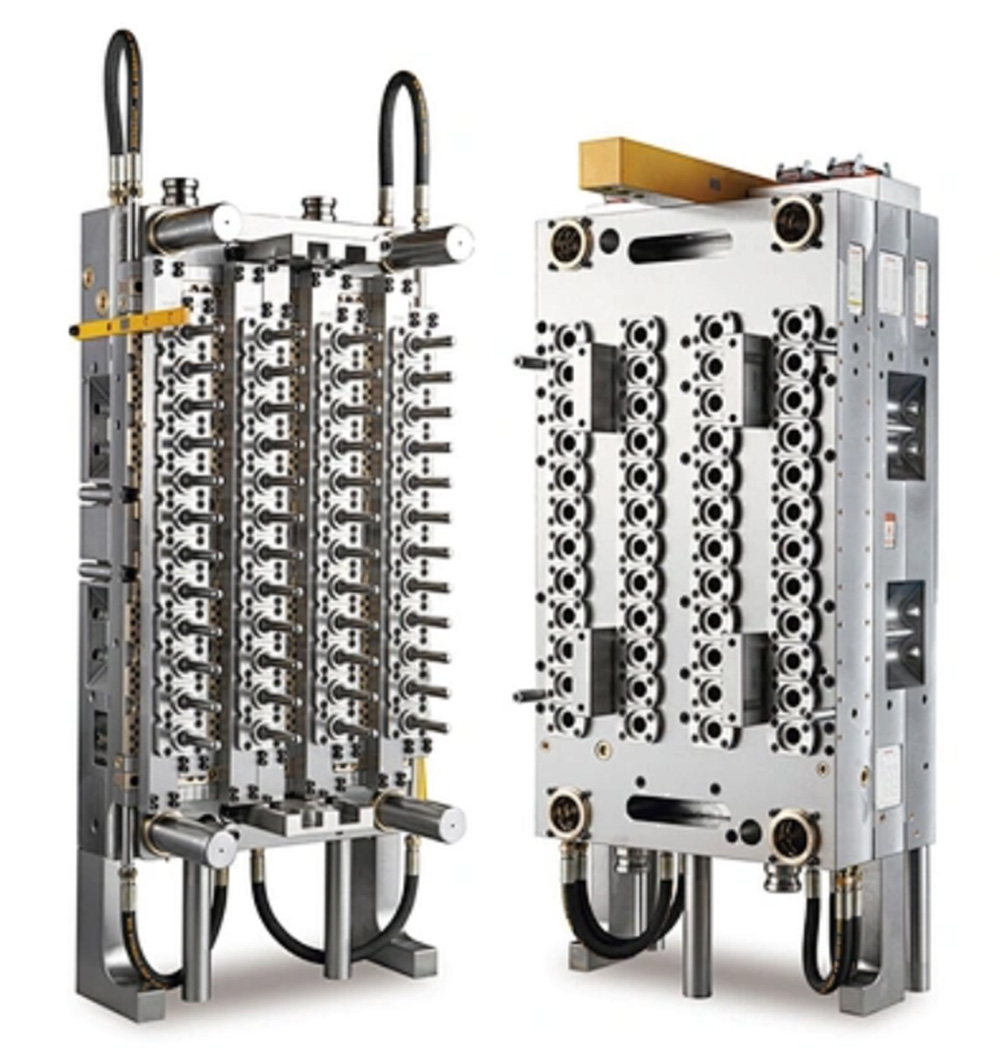
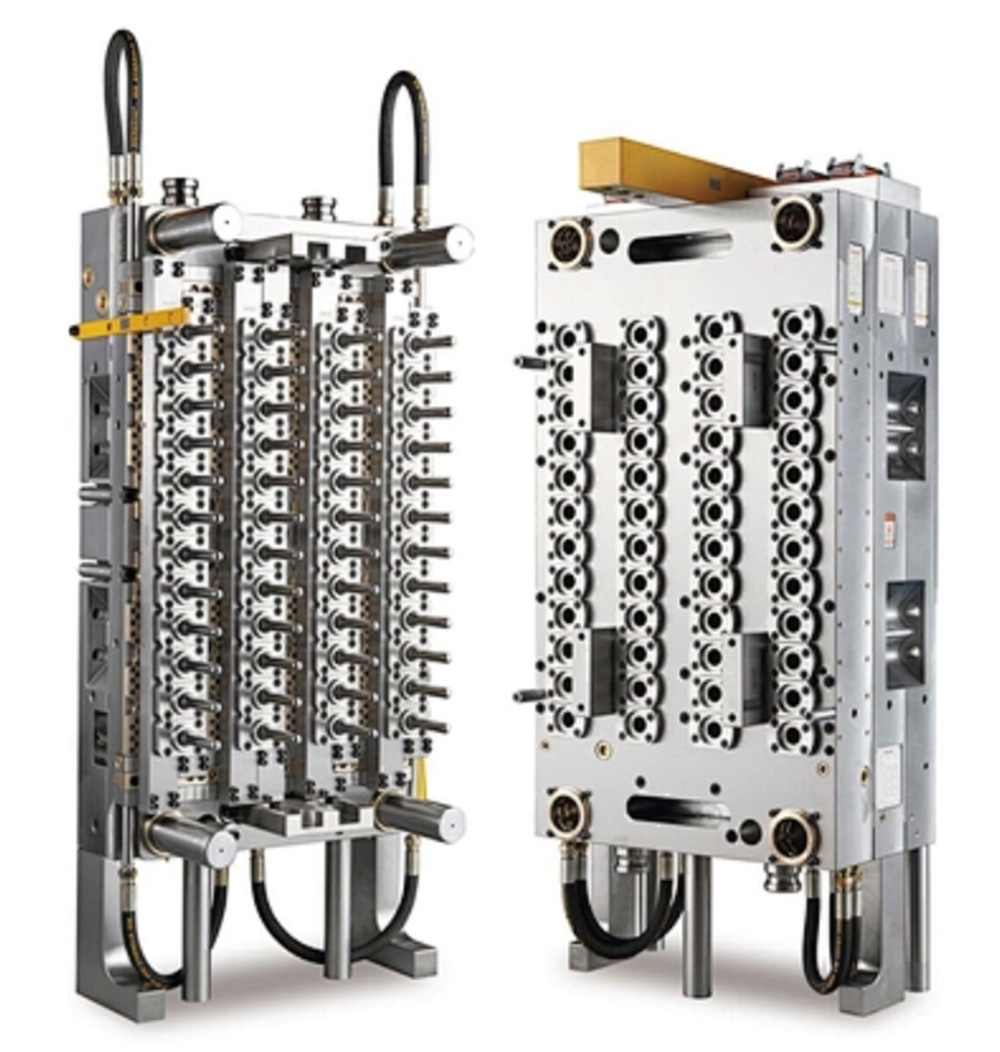
High Cavity PET Preform Mold, Gutewei 48 72 96 Cavity Tooling, Mass Preform Production Mold
In large-scale PET bottle manufacturing, preform production volume determines everything. A low-cavity mold running on an expensive injection molding machine wastes capital, floor space, and labor. That is why leading preform producers worldwide choose Gutewei for high cavity PET preform molds — with configurations of 48, 72, and 96 cavities — delivering mass preform production molds that maximize output while minimizing cost per preform.
Why High Cavity Count Matters
The number of cavities in your preform mold directly determines your hourly output from a given injection molding machine:
| Cavity Count | Cycles per Hour | Preforms per Hour | Annual Output (24/7) |
|---|---|---|---|
| 32 cavities | 400 | 12,800 | 112 million |
| 48 cavities | 400 | 19,200 | 168 million |
| 72 cavities | 380 | 27,360 | 240 million |
| 96 cavities | 360 | 34,560 | 303 million |
Upgrading from 48 to 96 cavities increases annual output by over 135 million preforms — without adding a second injection machine.
Gutewei High Cavity Configurations
| Cavity Count | Typical Machine Tonnage | Bottle Size Range | Best Application |
|---|---|---|---|
| 48 cavities | 400–600 tons | 0.33L – 1.5L water | Medium-high volume, entry level high cavitation |
| 72 cavities | 600–800 tons | 0.33L – 1.5L water | High volume, standard for beverage |
| 96 cavities | 800–1,200 tons | 0.2L – 1L water | Maximum output, industrial scale |
| 128–144 cavities | 1,200–1,800 tons | 0.2L – 0.6L water | Ultra-high volume, specialized |
Technical Challenges of High Cavity Preform Molds
Adding more cavities is not simply scaling up. High cavity molds face unique challenges that Gutewei engineering solves:
1. Hot Runner Balance
With 96 drops, every nozzle must deliver the same melt volume, temperature, and pressure.
| Challenge | Gutewei Solution |
|---|---|
| Pressure drop variation | CFD-optimized manifold with symmetrical flow paths |
| Temperature variation | Individual nozzle control, ±1°C accuracy |
| Filling time difference | Target: ≤ 0.05 seconds across all cavities |
2. Cooling Uniformity
96 cavities generate significant heat. Uneven cooling creates weight variation and longer cycle times.
| Challenge | Gutewei Solution |
|---|---|
| Center vs. edge temperature difference | Conformal cooling, independent zones |
| Cavity-to-cavity variation | Balanced circuit design, ≤ 2°C variation |
| Cycle time consistency | Thermal imaging validation before shipment |
3. Mechanical Rigidity
Larger mold bases with more cavities must maintain alignment under high clamp forces.
| Challenge | Gutewei Solution |
|---|---|
| Mold flex under pressure | FEA-optimized plate thickness, strategic support pillars |
| Guide pin wear | Hardened guide posts (HRC 58), bronze bushings |
| Parting line flash | Precision ground surfaces, zero taper mismatch |
4. Ejection Synchronization
All 96 preforms must eject cleanly on every cycle.
| Challenge | Gutewei Solution |
|---|---|
| Uneven ejection | Centrally guided ejector plate, mechanical synchronization |
| Preform sticking | Polished cores, optimized draft angles |
| Ejector pin wear | Hardened H13 pins (HRC 58), precision retainers |
Gutewei 48 Cavity Preform Mold: Features
| Feature | Specification |
|---|---|
| Cavity count | 48 |
| Hot runner type | Valve gate (standard) or open gate |
| Cavity material | S136 stainless steel, HRC 48–52 |
| Weight variation | ≤ 0.30% across all cavities |
| Cycle time (water preform) | 8.5–9.5 seconds |
| Machine compatibility | 400–600 ton presses |
| Best for | Medium-high volume, regional bottlers |
Gutewei 72 Cavity Preform Mold: Features
| Feature | Specification |
|---|---|
| Cavity count | 72 |
| Hot runner type | Valve gate (preferred) |
| Cavity material | S136 ESR, HRC 48–52 |
| Weight variation | ≤ 0.30% across all cavities |
| Cycle time (water preform) | 9.0–10.0 seconds |
| Machine compatibility | 600–800 ton presses |
| Best for | High volume beverage production |
Gutewei 96 Cavity Preform Mold: Features
| Feature | Specification |
|---|---|
| Cavity count | 96 |
| Hot runner type | Valve gate with advanced flow balance |
| Cavity material | S136 ESR, HRC 50–52 |
| Weight variation | ≤ 0.35% across all cavities |
| Cycle time (water preform) | 9.5–10.5 seconds |
| Machine compatibility | 800–1,200 ton presses |
| Best for | Industrial scale, maximum output |
Mass Preform Production Mold: Performance Data
| Parameter | 48 Cavity | 72 Cavity | 96 Cavity |
|---|---|---|---|
| Preform weight (typical) | 12–28g | 12–24g | 10–18g |
| Typical bottle size | 0.33L – 1.5L | 0.33L – 1L | 0.2L – 0.6L |
| Preforms per hour | 19,200 | 27,360 | 34,560 |
| Annual output (24/7) | 168M | 240M | 303M |
| Preform cost (labor + overhead) | Lower | Lower | Lowest |
Why Global Preform Producers Choose Gutewei High Cavity Molds
| Buyer Requirement | Gutewei Solution |
|---|---|
| Maximize output per machine | 48, 72, or 96 cavity configurations |
| Consistent quality across all cavities | Cavity balance ≤ 0.35% weight variation |
| Low cost per preform | Spread fixed costs over more cavities |
| Machine compatibility | Custom interface for Husky, Netstal, Engel, Sumitomo, Haitian |
| 24/7 reliability | Hardened components, 15–20M cycle life |
| Fast color change | Low dead-volume hot runner design |
Real-World Performance: Upgrading from 48 to 96 Cavities
| Parameter | 48 Cavity Mold | 96 Cavity Mold | Improvement |
|---|---|---|---|
| Preform: 0.5L water (16g) | Same preform | Same preform | — |
| Machine: 800 ton | Same machine | Same machine | — |
| Preforms per hour | 19,200 | 34,560 | +80% |
| Annual output | 168M | 303M | +135M preforms |
| Electricity per preform | Baseline | ~55% of baseline | -45% |
| Labor per preform | Baseline | ~50% of baseline | -50% |
| Mold investment payback | — | Typically 8–12 months | — |
Applications Best Suited for Gutewei High Cavity Preform Molds
| Application | Recommended Cavities | Why |
|---|---|---|
| Large scale water bottling | 72 or 96 | Maximum output, lowest cost per preform |
| Regional water brand | 48 | Balance of output and investment |
| CSD preform production | 48 or 72 | Higher injection pressure, slightly lower cavitation |
| Export preform manufacturing | 72 or 96 | Ship preforms, not bottles — maximize container utilization |
| Contract preform producer | 72 | Flexibility across multiple customers |
| Captive preform for own bottling | 48–96 | Based on downstream bottle demand |
Quality Assurance for High Cavity Molds
Every Gutewei high cavity PET preform mold undergoes rigorous testing:
| Test | Acceptance Standard |
|---|---|
| Cavity weight uniformity | ≤ 0.35% variation (96 cavity), ≤ 0.30% (48/72) |
| Short-shot fill progression | Uniform fill across all cavities |
| Thermal imaging | Cavity-to-cavity temp variation ≤ 2°C |
| 24-hour continuous run | Stable quality, no unexpected stops |
| Neck finish CMM | ±0.02mm of drawing |
| AA level (beverage grade) | ≤ 3 ppm |
Mold Base and Machine Interface
Gutewei designs each high cavity mold for your specific injection machine:
| Machine Brand | Interface Type | Gutewei Experience |
|---|---|---|
| Husky | HyPET / HyCAP platform | Hundreds of molds delivered |
| Netstal | PET line platform | Extensive compatibility |
| Engel | e-motion / victory platform | Proven interfaces |
| Sumitomo | SE / SZ series | Multiple installations |
| Haitian | Zhafir / Mars series | Growing installed base |
| Other | Custom interface | Engineering available |
Maintenance for High Cavity Preform Molds
To maintain peak performance of your mass preform production mold:
Balance cooling water flow monthly – All circuits within 10% of design
Check cavity alignment quarterly – Verify with dial indicators
Replace gate inserts proactively – Every 8–10 million cycles
Clean vent slots weekly – High volume production generates residue
Document cavity weights monthly – Track trends to spot developing issues
Ready to Scale Your Preform Production?
If you are running 32 or 48 cavity molds and demand is growing, it is time to upgrade to a high cavity PET preform mold from Gutewei. Our 48, 72, and 96 cavity tooling delivers mass preform production molds that maximize your output per machine, lower your cost per preform, and position you for growth.
Contact Gutewei today with your target preform weight, bottle size, and injection machine model. We will design a high cavity solution that multiplies your production capacity.