Latest Updates products and Insights
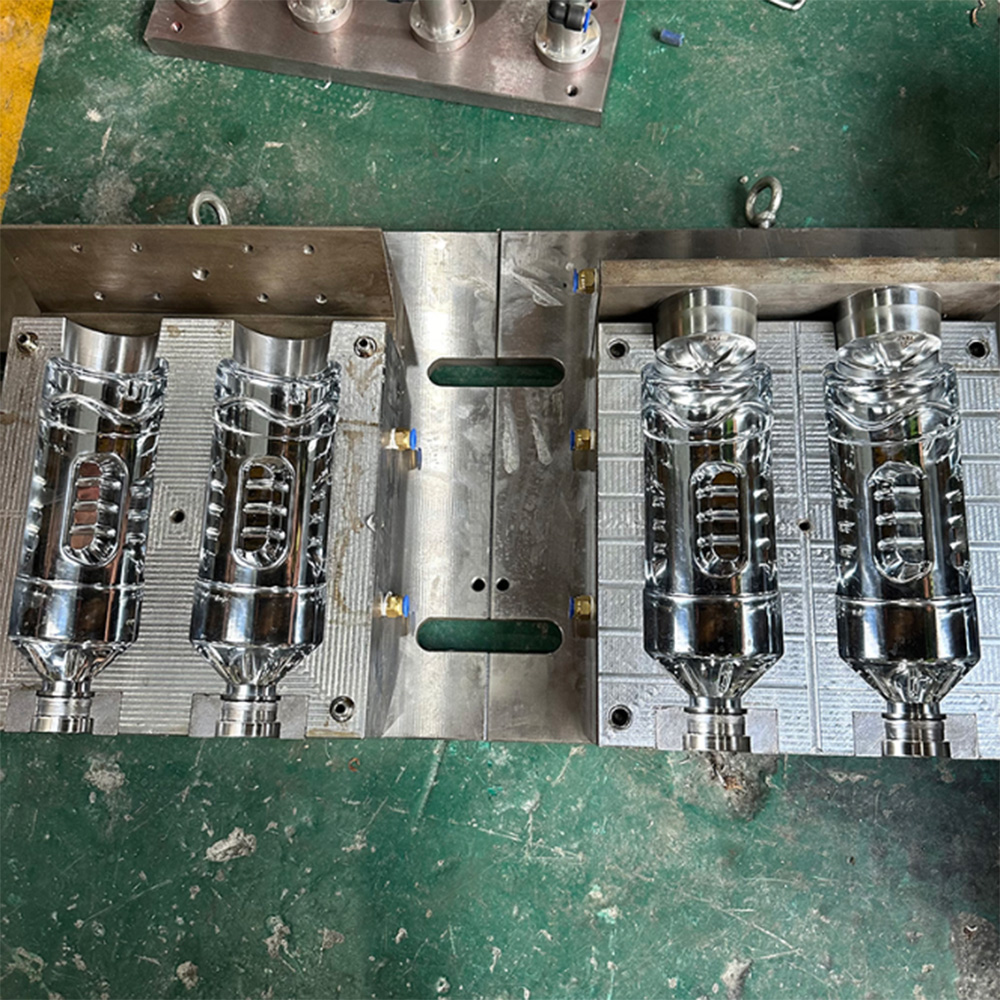
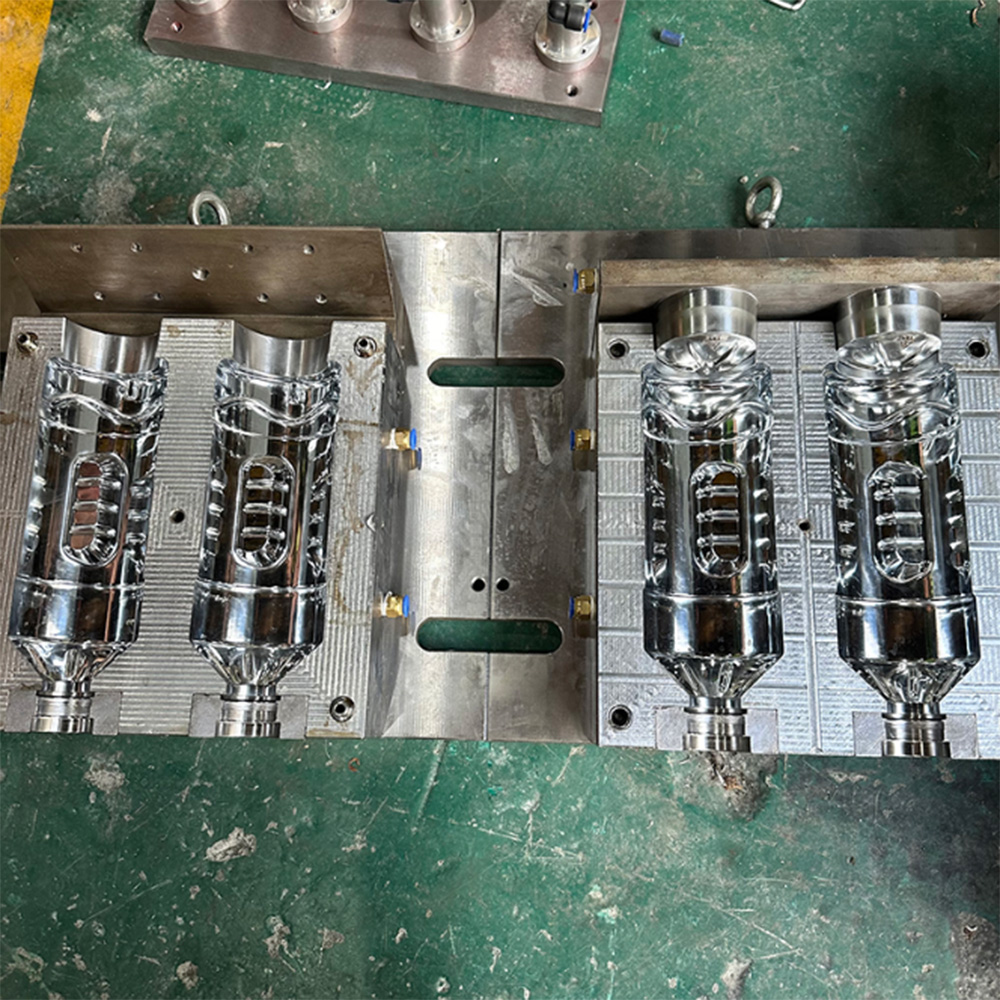
High Cavity Blow Mold, Gutewei Multi Cavity Production Tool, Mass Bottle Blow Molding Mold
In high-volume PET bottle production, every second counts. A 2-cavity mold producing 1,000 bottles per hour cannot compete with a 12-cavity mold producing 6,000 bottles per hour from the same machine footprint. That is why large-scale bottlers choose Gutewei for high cavity blow molds — multi cavity production tools designed specifically for mass bottle blow molding operations.
What Is a High Cavity Blow Mold?
A high cavity blow mold contains multiple identical cavities in a single mold base, allowing one blow molding machine to produce several bottles simultaneously. Gutewei offers cavity configurations from 2 to 16 cavities per mold, depending on bottle size and machine specifications.
| Cavity Count | Typical Bottle Size | Hourly Output (est.) | Best For |
|---|---|---|---|
| 2 cavities | 3L – 20L | 1,000 – 2,500 | Large containers, industrial bottles |
| 4 cavities | 0.5L – 5L | 3,000 – 5,000 | Medium-volume production |
| 6 cavities | 0.33L – 2L | 4,500 – 7,500 | High-volume water, CSD |
| 8 cavities | 0.2L – 1.5L | 6,000 – 10,000 | Mass market beverages |
| 12 cavities | 0.1L – 1L | 9,000 – 15,000 | Small bottles, high speed lines |
| 16 cavities | 50ml – 500ml | 12,000 – 20,000 | Miniature bottles, personal care |
Why Multi Cavity Makes Sense for Mass Production
| Factor | Single Cavity | Gutewei Multi Cavity (8–16) |
|---|---|---|
| Output per hour | 500–1,000 bottles | 6,000–20,000 bottles |
| Machine utilization | Low | High |
| Labor cost per bottle | High | Low |
| Energy per bottle | High | Low |
| Mold cost per cavity | Low (but fewer cavities) | Optimized |
| Payback period | N/A | Typically 6–12 months |
For bottlers running 24/7 operations, mass bottle blow molding molds from Gutewei deliver the lowest cost per bottle.
Technical Challenges of High Cavity Blow Molds
Adding more cavities is not simply scaling up. High cavity blow molds face unique challenges that Gutewei engineering solves:
1. Balanced Air Flow
Each cavity must receive the same blow air pressure at the same time. Imbalanced airflow creates:
Incomplete bottle expansion (short shots)
Inconsistent wall thickness
Variable bottle dimensions across cavities
Gutewei Solution: Symmetrical air distribution channels with computational fluid dynamics (CFD) optimization. Each cavity sees identical flow resistance.
2. Uniform Cooling
Heat load increases with cavity count. Without balanced cooling, cavities near the center run hotter than edge cavities, causing:
Uneven cycle times (slowest cavity dictates the line)
Warped bottles from center cavities
Premature wear on hotter cavities
Gutewei Solution: Computer-optimized conformal cooling with independently balanced circuits per cavity. Cavity-to-cavity temperature variation ≤ 1.5°C.
3. Synchronized Ejection
All bottles must eject cleanly on every cycle. Mis-timed ejection causes:
Bottle drop jams
Neck finish damage
Production stoppages
Gutewei Solution: Centrally guided ejector plate with mechanical synchronization. All cavities eject within ±0.5mm of each other.
4. Mechanical Rigidity
Higher cavity counts mean larger mold bases and greater clamp forces. Flexing causes:
Flash at parting lines
Premature guide wear
Bottle dimensional variation
Gutewei Solution: Reinforced mold base with hardened guide posts, bronze bushings, and finite element analysis (FEA) validated stiffness.
Gutewei Multi Cavity Production Tool: Engineering Excellence
| Feature | Gutewei Specification |
|---|---|
| Cavity material | S136 stainless steel, HRC 48–52 |
| Cavity surface finish | RA ≤ 0.025μm (mirror polish) |
| Cavity-to-cavity weight variation | ≤ 0.5% |
| Cavity-to-cavity temperature variation | ≤ 1.5°C |
| Ejection synchronization | ±0.5mm across all cavities |
| Mold life (high volume service) | 15–20 million cycles |
| Maximum mold base size | Up to 1,200mm × 800mm |
Mass Bottle Blow Molding Mold: Performance by Cavity Count
4-Cavity Configuration
Best for: 1L–5L bottles, edible oil, large water
Balanced dual-branch air distribution
Individual cavity cooling control
Compact design for medium tonnage machines
6–8 Cavity Configuration
Best for: 0.33L–2L water, CSD, juice
Symmetrical circular or linear cavity layout
High flow cooling manifolds
Quick changeover between bottle sizes
12–16 Cavity Configuration
Best for: 50ml–1L small bottles, personal care, hotel amenities
Ultra-compact cavity spacing
High pressure blow air system
Precision alignment for small neck finishes
Why Global Mass Bottlers Choose Gutewei
| Buyer Requirement | Gutewei Solution |
|---|---|
| Maximize output per machine | High cavity count (up to 16) |
| Consistent quality across all cavities | Cavity balance certification (±0.5% weight variation) |
| Low cost per bottle | Optimized cooling for fastest cycle times |
| 24/7 reliability | Heavy duty wear components, 15M+ cycle life |
| Quick cavity changeovers | Modular insert design, 2-hour full cavity swap |
| Global machine compatibility | Fits Sidel, Krones, Sipa, Aoki, Nissei, Tech-Long |
Real-World Performance: Gutewei 8-Cavity High Cavity Blow Mold
| Parameter | Before (4-cavity generic mold) | After (Gutewei 8-cavity mold) |
|---|---|---|
| Bottle size | 0.5L water | 0.5L water |
| Cycles per minute | 18 | 18 |
| Bottles per minute | 72 | 144 |
| Bottles per hour | 4,320 | 8,640 |
| Output increase | — | +100% |
| Reject rate | 1.8% | 0.6% |
| Payback period | — | 8 months |
Applications Best Suited for Gutewei High Cavity Blow Molds
Large scale water bottlers – 8 or 12 cavity for 0.33L–1.5L
CSD producers – 6 or 8 cavity, reinforced neck rings
Juice and tea bottlers – 4 or 6 cavity, hot fill capable
Personal care and cosmetics – 12 or 16 cavity for small bottles
Hotel amenity suppliers – 16 cavity for 50ml–150ml bottles
Contract packers – Multi-cavity with fast changeover
Maintenance for High Cavity Blow Molds
To maintain peak performance of your Gutewei multi cavity production tool:
Balance cooling water flow monthly – Ensure all circuits within 10% of design flow
Check cavity alignment quarterly – Use dial indicators to verify parallelism
Replace wear plates proactively – Every 5–8 million cycles
Clean vent slots weekly – High volume production generates residue
Document cavity performance – Track weight variation to spot developing issues
Ready to Multiply Your Bottle Output?
If you are running 2 or 4 cavity blow molds and demand is growing, it is time to upgrade to a high cavity blow mold from Gutewei. Our multi cavity production tools are engineered for mass bottle blow molding — delivering more bottles per hour, lower cost per bottle, and consistent quality across every cavity.
Contact Gutewei today with your bottle size and target output. We will design a high cavity solution that multiplies your production capacity.