Latest Updates products and Insights
Essential Daily Maintenance for PET Preform Molds: Maximizing Lifespan and Performance
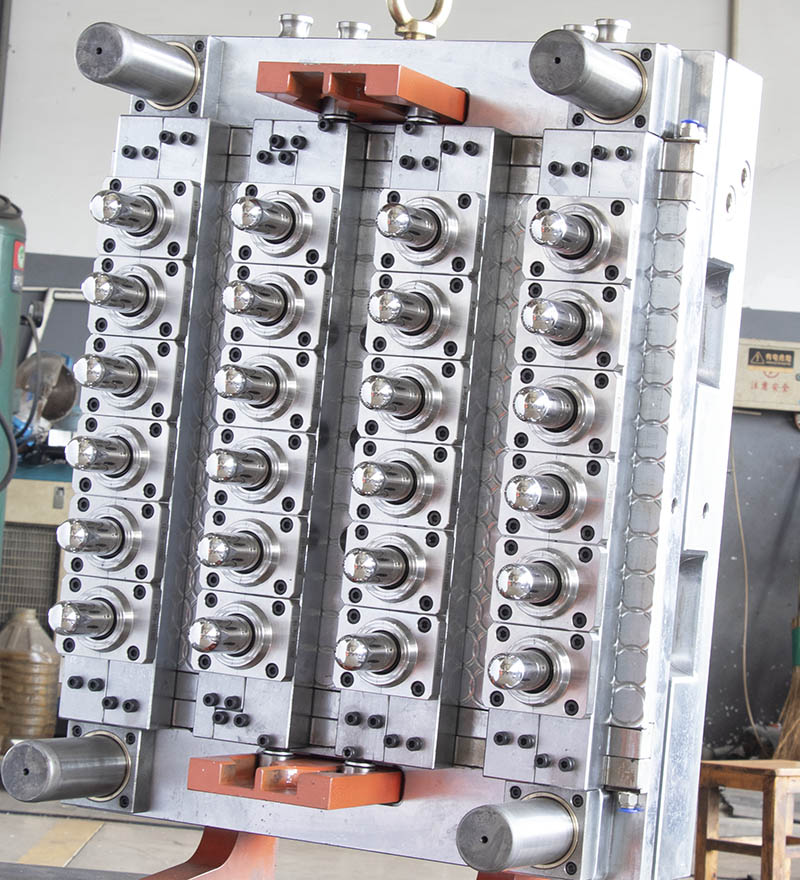
In PET injection molding, your preform mold is the heart of your operation. It is a precision tool engineered to tight tolerances, and like any high-performance equipment, it requires consistent care. Neglecting daily maintenance is the fastest way to increase cycle times, produce defective preforms, and incur costly repairs.
To protect your investment and ensure consistent output, every operator and maintenance technician should follow these essential daily maintenance procedures.
1. Cavity Surface Cleaning
The most frequent task in mold maintenance is keeping the cavity surfaces clean.
Why it matters: During injection, minute amounts of gas and residue (off-gassing from the PET) can deposit on the cavity surface. This buildup acts as an insulator, disrupting the heat transfer and causing preforms to stick.
The Process: At the end of each shift or during mold changes, use a non-abrasive, copper-plated brush or soft cloth with a recommended mold cleaner (or Isopropyl alcohol). Never use steel wool or hard tools, as they will scratch the polished cavity surface, leading to stuck preforms and poor cosmetic quality.
2. Inspect and Lubricate Moving Components
PET preform molds have several moving parts: neck rings, stripper plates, guide pins, and slides. Friction is their enemy.
Lubrication: Apply high-temperature, food-grade grease to all moving parts, including guide pins and wear plates. Follow the OEM's recommended intervals—over-lubricating can cause contamination, while under-lubricating leads to galling (metal tearing).
Inspection: As you lubricate, feel for any roughness or unusual resistance. Grinding sensations often indicate a worn bushing or a misaligned component that needs immediate attention.
3. Neck Ring Maintenance
The neck ring area forms the critical "finish" of the bottle—the part that the cap screws onto. Even microscopic damage here leads to leaking bottles.
Daily Check: Visually inspect the neck rings for scratches, dents, or carbon buildup.
Cleaning: Remove any stubborn residue carefully. The neck ring alignment is crucial; ensure they close perfectly without any gaps.
4. Cooling Channel Verification
Efficient cooling is what drives fast cycle times. If cooling channels become blocked or scaled, your cycle time increases, and your preform quality drops.
Flow Check: Daily, verify that the water flow rate through the mold is consistent. Many facilities install flow meters on the return lines for a quick visual check.
Temperature Differential: Measure the temperature difference between the inlet and outlet water. A significant change from the norm can indicate a blockage or a failing chiller unit affecting that specific mold.
5. Gate Area Inspection
The gate is the most thermally sensitive part of the mold.
Look for Leaks: Check around the gate inserts and hot runner manifold for signs of plastic leakage. Even a small "bleed" of plastic can insulate the heater, cause temperature spikes, and eventually damage the hot runner system.
Tip Condition: If the machine is experiencing stringing or gate blush, the gate tip may be damaged or worn. Note this during daily inspection for a planned replacement during the next major maintenance window.
6. General Hardware Check
Loose hardware leads to misalignment and damage.
Bolts and Clamps: Walk around the mold and ensure all clamping bolts and hydraulic/pneumatic couplings are tight.
Guide Pins: Look for signs of "peening" (mushrooming) on the tips of guide pins, which indicates they are bottoming out or misaligned.
The "Clean as You Go" Philosophy
The best daily maintenance habit is simply keeping the mold area clean. Remove loose parts, sweep away any dust or debris, and wipe down the mold plates. A clean mold is easier to inspect, and a clean workspace encourages operators to treat the tool with the respect it deserves.
Conclusion
Daily maintenance doesn't require taking the mold apart. It requires vigilance. By spending 15-30 minutes per shift on these simple checks—cleaning cavities, lubricating moving parts, and verifying cooling—you prevent small issues from becoming catastrophic failures. In the world of PET molding, consistency is king, and consistency starts with a well-maintained mold.